IMPORTANCE OF ANTI-CORROSION COATINGS AND SURFACE PREPARATION
The cost of coating as a means of preventing corrosion is inexpensive when compared with scrapped tubing or failure in the well.
A very important part of the pipe coating process is the surface preparation of the pipes – this is an essential first stage to ensure the optimum performance of the coating.
The presence of even small amounts of surface contaminants, oil, grease, oxides etc. can physically impair and reduce the coatings adhesion and affect the performance of a coating and lifespan of the pipe.
PURPOSE OF SURFACE PREPARATION:
- Cleanliness of the surface – ensure low salt levels, removal of oil and grease,
rust and mill scale. - Surface Profile – create a surface to aid adhesion (fine, medium or course).
PREPARATION PROCESS:
The overall surface preparation process can be divided into a selection of the following processes in readiness for coating:
- Cleaning with liquids
- Mechanical cleaning
- Dust and Residue removal
CLEANING WITH LIQUIDS – Water, steam, detergent or solvent cleaning.
- Water cleaning: utilising pressure washing –approx.7-10 bar hot or cold water.
The cleaning effect of pressurised water can be enhanced by adding suitable detergents to the water and by heating the water. If using detergent, the surface must be rinsed with clean, fresh water as a first step. The method will remove oil and grease, soluble salts, dust and loose paint.High pressure water jetting using powerful machines (700 bar) can be used for the removal of adhered paint, mill varnish and rust etc. However, they can cause lapping to the profile where the peaks of the profile are folded over. This can entrap rust and moisture which, if trapped underneath the coating, would be detrimental to the performance of the anti-corrosive coating.
- Steam cleaning: steam can be used instead of water – suited for highly greasy surfaces.
- Detergent cleaning: spray the alkaline cleanser directly on the surface. After a certain reaction time, the cleanser is rinsed off with clean, fresh water. This method will remove oil, grease and soluble salts.
- Solvent cleaning: apply the solvent manually to the surface with a rag soaked in solvent or a spray-on wipe-off method. A second application is likely required as a rinse to ensure all contamination has been removed.
The method will remove oil and grease but will not remove surface rust, mill scale or soluble salts.
MECHANICAL CLEANING – Hand and power tool cleaning, abrasive blasting, surface profile
and finishing treatment.
- Abrasive Blasting: This is one of the most common methods for surface preparation. Abrasive materials like steel grit, or shot are blasted against the pipe surface to remove rust, mill scale and other contaminants.
Abrasive media blasting provides a fast, effective solution for preparing the substrate for the next steps. In addition to cleaning the surface, abrasive blasting produces a profile that aids the adhesion of the coating.
Cleaning preparation grades for blast cleaning are:
SA 1 – Brush-off
SSPC-SP-7: Steel Structures Painting Council (USA)
SA 1: Swedish Standards Organisation
NACE 4: National Organisation of Corrosion Engineers (USA)
SA 2 – Commercial.
SSPC-SP-6: Steel Structures Painting Council (USA)
SA 2: Swedish Standards Organisation
NACE 3: National Organisation of Corrosion Engineers (USA)
3rd Quality: United Kingdom Standards (BS 4232)
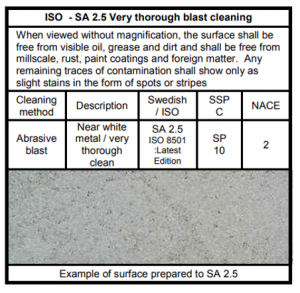
SA 2-1/2 – Near White Metal
SSPC-SP-10: Steel Structures Painting Council (USA)
SA 2-1/2: Swedish Standards Organisation
NACE 2: National Organisation of Corrosion Engineers (USA)
2nd Quality: United Kingdom Standards (BS 4232)
SA 3 White Metal
SSPC-SP-5: Steel Structures Painting Council (USA)
SA 3: Swedish Standards Organisation
NACE 1: National Organisation of Corrosion Engineers (USA)
1st Quality: United Kingdom Standards (BS 4232)
- Hand or Power Tool Cleaning: For smaller areas or where abrasive blasting is not feasible, hand tools (wire brushes, scrapers) or power tools (wire brushes, grinders, needle guns) can be used to remove loose rust, scale, mill scale and old coatings.
- Surface Profiling
- Surface: Very smooth surfaces make adhesion of the coating problematic therefore it is recommended to ensure a suitable surface profile to aid adhesion. A rough surface enhances the mechanical bond between the coating and the pipe.
Ideally, by using abrasive blasting, a consistent sharp profile should be achieved not exceeding 75μ. Typically on carbon material the profile achieved is 50μ to 75μ and on chrome steel 35μ to 50μ.
Dust and Residue Removal
After abrasive blasting, remove dust and residues using compressed air, vacuum cleaning, or brushing to ensure no loose particles compromise coating adhesion.
It is also important to bear in mind temperature and humidity control: Ensure that the pipe and ambient conditions (temperature and humidity) are within the recommended range for the coating application. High humidity or low temperatures can affect coating adhesion and curing. Monitor the dew point to prevent condensation on the surface, which can lead to poor adhesion or corrosion beneath the coating.
The ideal preparation procedure we recommend involves blasting the tube to a near-white metal state with a metallic abrasive (represented by the Scandinavian Standard SA 2.5 finish). As already mentioned, a consistent sharp profile should be produced, typically 40µ to 75µ is ideal.
The tubular should then pass to apply the coating with the minimum of delay (4 hours max.,
depending upon ambient conditions of humidity and temperature change). It should
be recognised that newly exposed “white” steel is liable to rapid re-oxidation.
COATING APPLICATION
Once the surface is properly prepared, the anti-corrosion coating can be applied.
As with all non-aqueous coatings, AGMA’S Synergen 501 for example, should not be applied when the steel temperature is less than 3°C above dew point. This avoids concerns relating to moisture being present on the surface due to condensation. The coating should not be exposed to direct rainfall or water until the coating is dry.
A variety of application techniques are possible and effective; airless spraying is ideal but immersion, paint rolling, brush and swabbing have also been successfully employed under field conditions.
The drying time of the coating varies in response to ambient temperature and ventilation. Touch dryness may be achieved within 1 hour, but full mechanical strength may not develop for several hours.
AGMA’S ANTI-CORROSION COATING RANGE:
AGMA’s range of anti-corrosion coatings have been trusted for over 35 years.
 AGMA’s Synergen 501
AGMA’s Synergen 501
Heavy duty wax-based coating in a solvent carrier. Designed to preserve external surfaces of OCTG and withstand even the most extreme marine conditions.
 AGMA’s Synergen 718
AGMA’s Synergen 718
A solvent based, thin film wax-preservative coating with a strong dewatering function for internal surfaces. Primary used in conjunction with closed-end thread protectors on the IDs of OCTG.
 AGMA’s VINCIT 640 / VINCIT 650
AGMA’s VINCIT 640 / VINCIT 650
Water-based protectives producing hard, clear coatings for use on the OD of OCTG pipes in demanding outdoor conditions
 AGMA’S VINCIT 120
AGMA’S VINCIT 120
A water-based anti-corrosive solution that produces a thin film wax coating, specifically developed for the internal surfaces of OCTG.
Note: In addition to our coatings, AGMA also has a comprehensive range of cleaning agents to aid surface preparation.
5 IMPORTANT KEYS TO SUCCESS
- Don’t skimp on preparation.
Adopt good standards and impose them rigorously. - Don’t buy coating on price alone.
High value premium coatings are inexpensive when compared with scrapped tubing or failure in the well. - Don’t choose coatings which can block wells or hinder well control systems.
- Don’t choose pigmented coatings.
They may look good, but they cheat inspection, obscure poor preparation and may be abused. - Don’t believe that “stainless alloys” are corrosion-proof alloys.